
Chapter 1: Understanding bubble mailer
1.1 What is a bubble mailer?
Bubble mailers are widely used packaging materials that offer features such as shock absorption, impact resistance, waterproofing, and moisture resistance. The principle behind bubble mailers is to use a thin film containing air to create bubbles, which act as a cushion when subjected to external pressure, thereby protecting the contents from damage.
Bubble mailers are lightweight, flexible, soundproof, shockproof, abrasion-resistant, waterproof, moisture-resistant, and pressure-resistant. However, they have relatively weak load-bearing capacity and are not suitable for packaging heavy items.
1.2 What are the materials of bubble mailers?
1.2.1 Polyethylene
The main material used in bubble mailers is polyethylene (PE), which is a common type of plastic material. Polyethylene is produced through the polymerization reaction of ethylene monomers, resulting in a thermoplastic resin. It exhibits good chemical stability, electrical insulation properties, water resistance, and resistance to various chemical corrosion, making it widely used in packaging, construction materials, wires and cables, pipes, and other fields.
In the manufacturing process of bubble mailers, polyethylene material is heated to a molten state and then extruded through specific molds to form a continuous film. Subsequently, on one side of the film, independent bubbles are formed through heating and blowing. These bubbles are closely arranged, constituting the main structure of the bubble mailer. Finally, through processes such as cooling and cutting, the bubble mailer is made into the required size and shape.
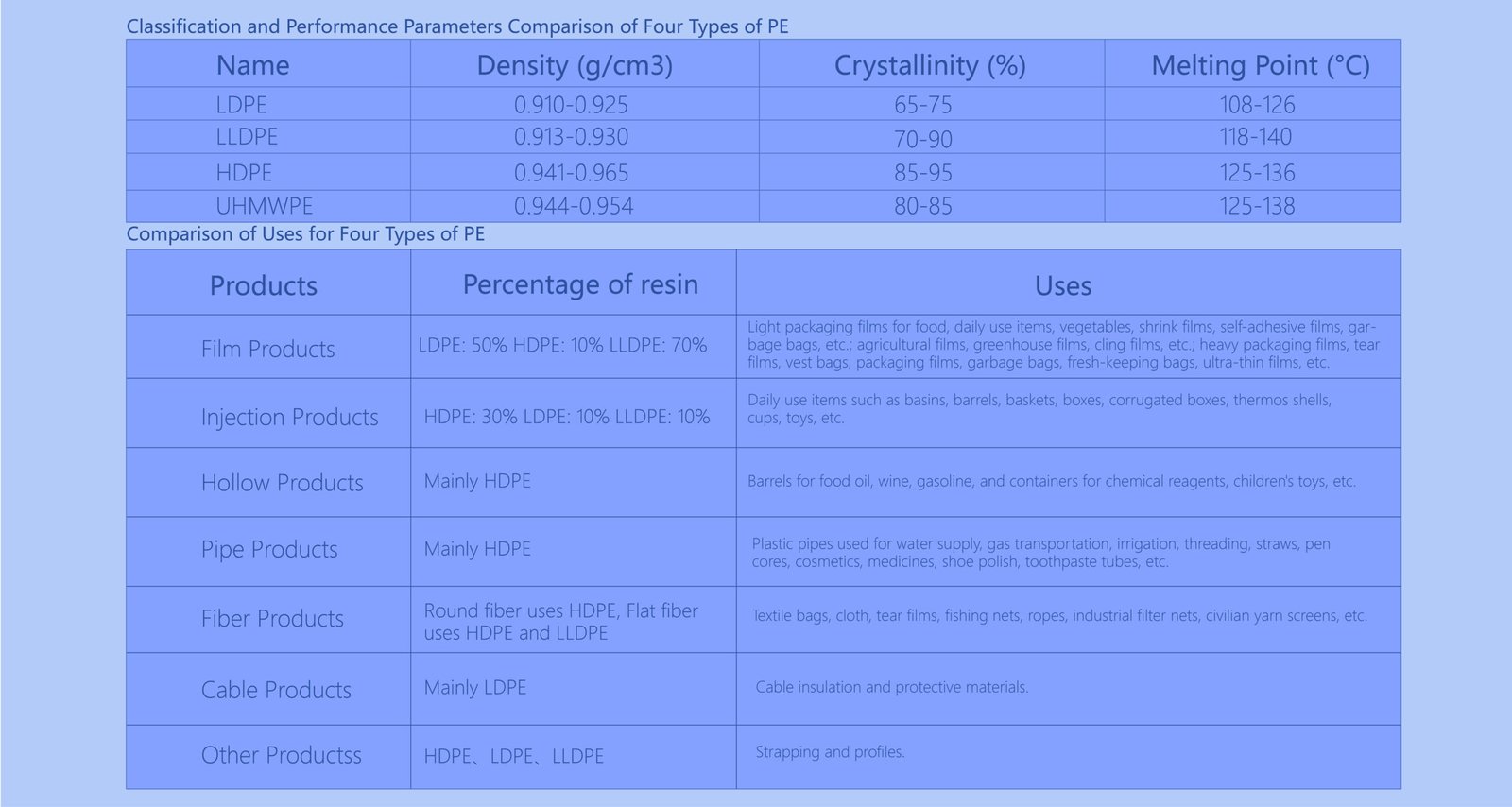
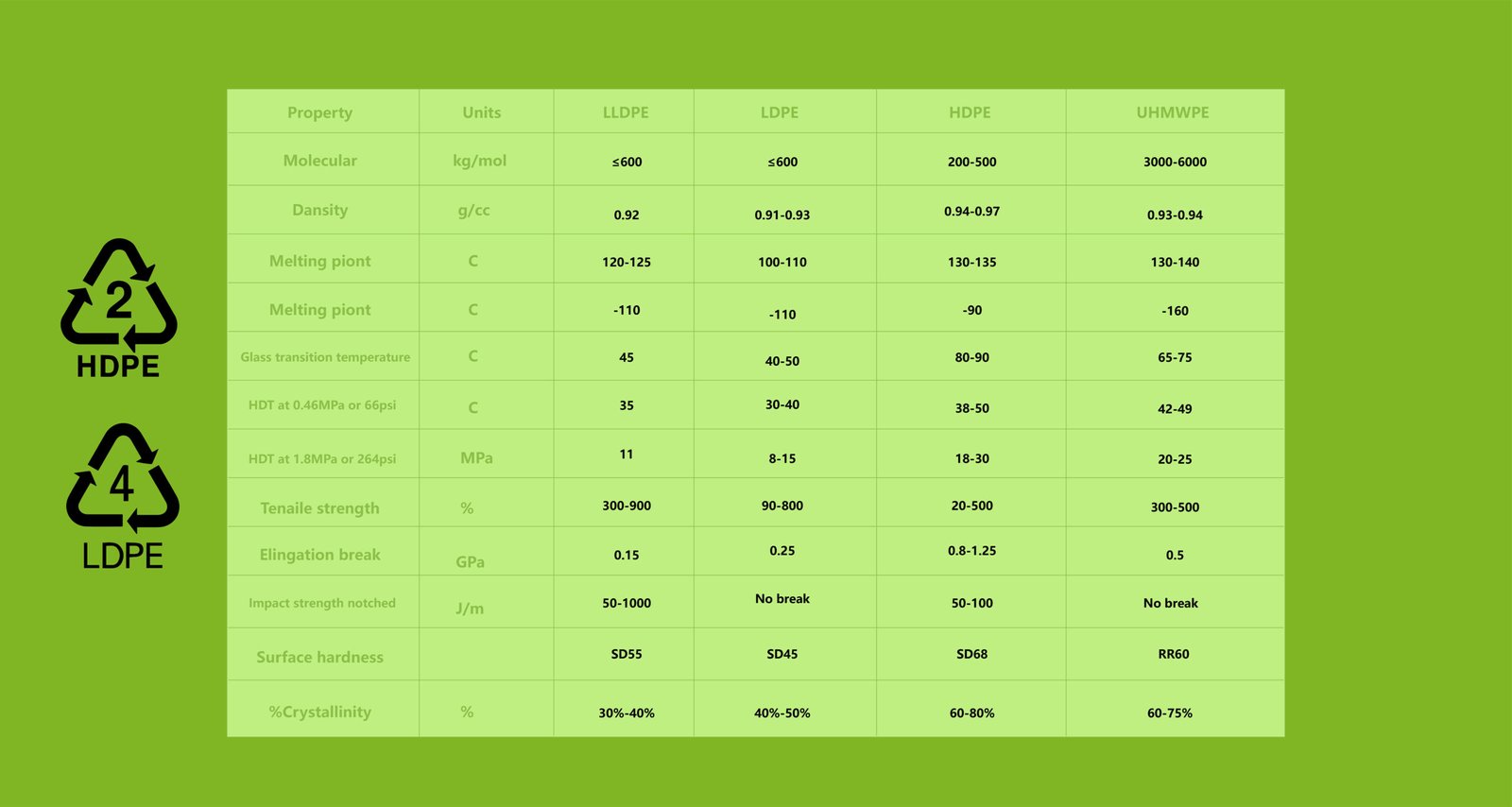
Polyethylene can be categorized into high-density polyethylene (HDPE), low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), and ultra-high molecular weight polyethylene (UHMWPE) based on the polymerization method, molecular weight, and chain structure differences. Bubble mailers primarily use LDPE, followed by HDPE. Currently, LDPE is priced about 10-15% higher than HDPE in the market. Here’s a look at the differences between LDPE and HDPE:

LDPE, short for Low-Density Polyethylene, is typically produced using high-pressure methods (14.17196.2 MPa), hence also known as High-Pressure Polyethylene. Due to the high-pressure production method, LDPE molecules contain a significant number of long and short branches (an average of 21 branches per 1000 carbon chain atoms), resulting in low crystallinity (4% to 65%) and low density (0.9100.925). It is lightweight, flexible, has good resistance to low temperatures and impact, making it the lightest variety among polyethylene resins.
Characteristics: LDPE is odorless, tasteless, non-toxic, has a matte surface, appears as milky white waxy granules with a density of approximately 0.920 g/cm3, and a melting point of 108°C to 126°C. It is insoluble in water, slightly soluble in hydrocarbons, and can withstand most acids and alkalis. It has low water absorption, maintains flexibility at low temperatures, and exhibits high electrical insulation properties.
Applications: LDPE is suitable for food packaging, pharmaceutical packaging for tablets, powders, etc., packaging for shirts, clothing, knitted cotton products, synthetic fiber products, household cleaning products, cosmetics, etc. It is also widely used in producing films, pipes (flexible), cable insulation and sheathing, artificial leather, etc. Due to the poor mechanical properties of single-layer PE films, LDPE is often used as the inner layer of composite packaging bags, i.e., the heat-sealing base material of multi-layer composite films.
HDPE, short for High-Density Polyethylene, is mainly produced using low-pressure methods, hence also known as Low-Pressure Polyethylene. HDPE has fewer branches in its molecules, high crystallinity (85% to 95%), high density (0.941~0.965), higher operating temperature, better hardness, mechanical strength, and chemical resistance. It is suitable for blow molding, injection molding, and extrusion of various products (rigid), such as containers, nets, strapping, and can be used as cable sheathing, pipes, profiles, sheets, etc.
Characteristics: HDPE appears as natural-colored cylindrical or oval granules with a smooth surface, particle size ranging from 2 to 5 mm in any direction, free from mechanical impurities, and is thermoplastic. It is insoluble in general solvents at room temperature but can swell in hydrocarbons, aromatic hydrocarbons, and halogenated hydrocarbons when in prolonged contact, slightly soluble in xylene and ethyl acetate at temperatures above 70°C. It undergoes oxidation when heated in air or exposed to sunlight; can withstand most acid and alkali corrosion, has low water absorption, maintains flexibility at low temperatures, and exhibits high electrical insulation properties.
Applications: HDPE is used to produce thin-film products, various sizes of hollow containers for household and industrial use, pipes, packaging straps and ties, ropes, nets, fibers for weaving, wires and cables, etc.
To facilitate comparison, you can refer to the following two tables.
1.2.2 Polypropylene (PP)
Polypropylene (PP) is another plastic material used in bubble mailers, apart from polyethylene. It is one of the four major general-purpose thermoplastic resins (polyethylene, polyvinyl chloride, polypropylene, polystyrene) and is derived from propylene.
Physical description:
- Odorless, tasteless, non-toxic. It is the lightest among commonly used resins.
- Excellent mechanical properties, including tensile strength, compressive strength, hardness, outstanding rigidity, and resistance to bending fatigue.
- Good heat resistance, with a continuous use temperature of 110-120°C.
- Good chemical stability, except for strong oxidants, it does not react with most chemicals. Solvents at room temperature cannot dissolve PP; only some halogenated compounds, aromatic hydrocarbons, and high-boiling-point hydrocarbons can cause swelling. It has excellent water resistance.
- Excellent electrical properties, good high-frequency electrical insulation, and good electrical insulation even in humid environments.
- Poor weather aging resistance, requires the addition of antioxidants or UV absorbers.
1.2.3 Other materials
Other materials used in different types of bubble mailers include kraft paper, aluminum foil, conductive film, aluminized film, and so on.
Different materials of bubble mailers will have differences in performance, such as temperature resistance range, tensile strength, etc. However, overall, polyethylene has become the most commonly used material in bubble mailer manufacturing due to its excellent performance and relatively low cost.
1.3 What are the uses of bubble mailers?
Main application categories of bubble mailers are:
Electronic products: Such as mobile phones, computers, tablets, cameras, small appliances, etc.
Plastic products: Including plastic toys, plastic parts, etc.
Metal products: Metal tools, parts, standard components, etc.
Ceramic and glass products: Tableware, tea sets, as well as ceramic and glass crafts.
Small crafts: Delicate crafts with high appearance requirements benefit from the better protective qualities of bubble mailers.
Small precision instruments: Due to their high precision, precision instruments require special shock and cushioning protection during transportation, making bubble mailers an ideal choice.
Additionally, bubble mailers are widely used in packaging cosmetics, paint products, bicycle accessories, hardware tools, and various other products. Overall, bubble mailers provide a safe and reliable packaging solution for various products, thanks to their excellent shock resistance, cushioning, moisture resistance, and thermal insulation properties.

1.4 What are the benefits of bubble mailers?
Excellent shock absorption and cushioning performance: The interior of bubble mailers is filled with air bubbles, which effectively cushion items against external impacts, protecting them from damage during shipping.
Lightweight and easy to use: Bubble mailers are lightweight and easy to carry and store. Additionally, they are simple to use—just place the items inside the bag, seal it, and no complex procedures are required.
Good thermal insulation: The sealed structure of bubble mailers effectively isolates external temperatures, maintaining stable temperatures for items inside, which is particularly important when temperature maintenance is needed.
Moisture and water resistance: Bubble mailer materials have a certain level of moisture and water resistance, providing protection against humidity and water to a certain extent.
Anti-static: By incorporating anti-static materials into regular bubble mailers, products can be effectively protected from the effects of static electricity. This material is widely used in packaging high-tech products such as electronics, communication devices, and instruments.
Environmentally friendly and recyclable: Bubble mailers can be recycled after use, reducing environmental impact.
Aesthetic and customizable: Bubble mailers have an attractive appearance and can be customized with different colors, sizes, and printed patterns to meet personalized customer needs.
1.5 Packaging and storing
Well-produced bubble mailers are usually bundled with strapping tape or rubber bands according to the required quantity.
Depending on the requirements, each bundle or several bundles are packed into plastic bags. Generally, if they are waterproof and moisture-resistant, they may not need to be bagged.
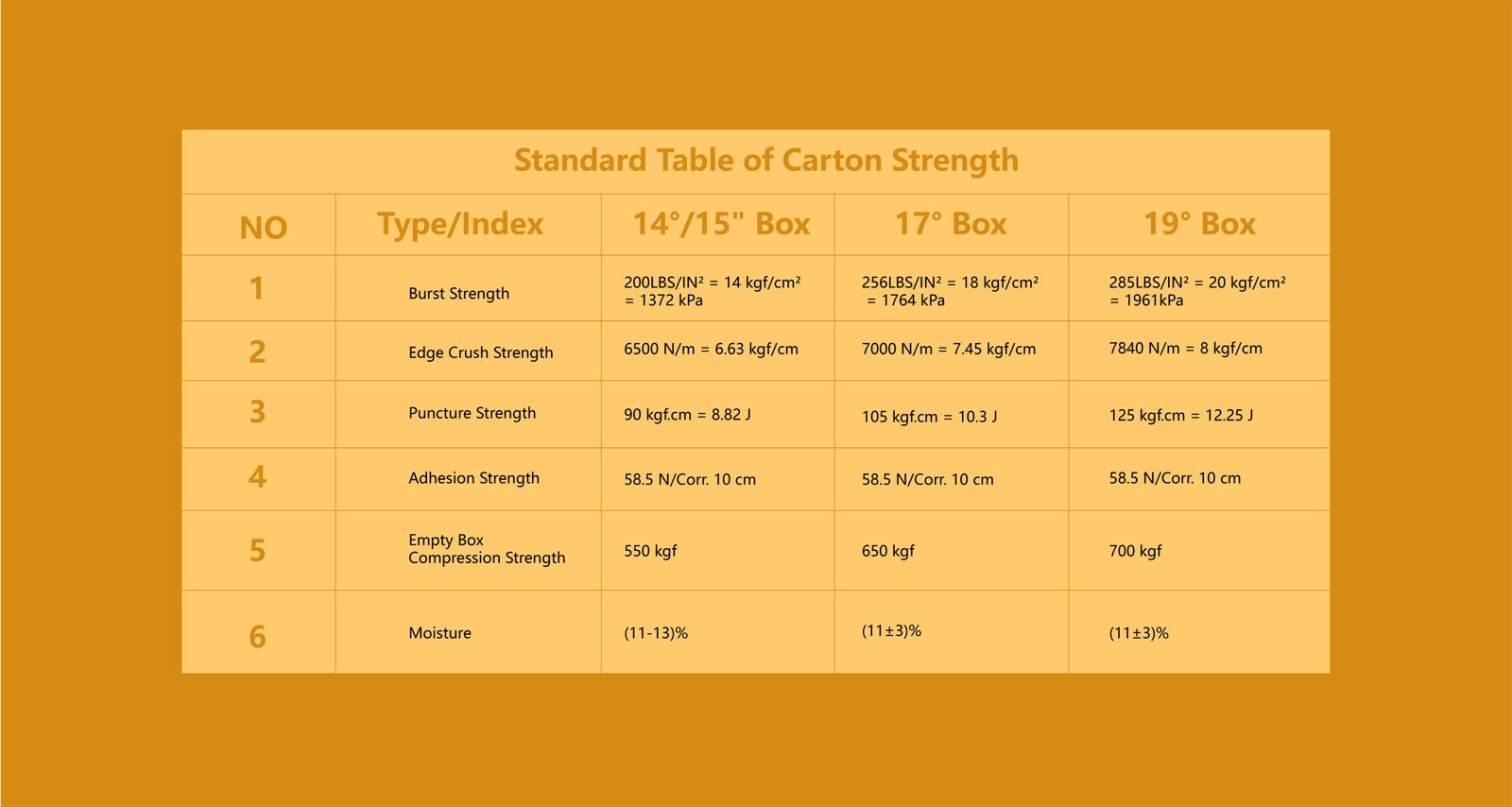
Next is the packing process. To ensure the integrity of the bubbles and maintain good cushioning performance, it is common practice to use five-layer BC corrugated cardboard boxes. The boxes we use have a high physical strength.
For palletization, our commonly used pallet size is 12001000mm (47.339.4 inches), and corrugated boxes are stacked on the pallet. The standard stacking height is 1800mm (70.9 inches), which can be increased to a maximum of 2500mm (98.4 inches) according to different requirements. Additionally, we install corner protectors at each corner and cover the top with a cap board to prevent damage from impacts, tight strapping, and heavy pressure during pallet stacking.
Chapter 2: Eco-friendliness of bubble mailers
2.1 Are bubble mailers recyclable?
The PE material used in bubble mailers can be highly recyclable, and its raw materials are divided into virgin materials and recycled materials/regrind.
Virgin materials: These are plastic raw materials produced through chemical processing from petroleum, natural gas, and other raw materials, also known as “resin pellets.”
Recycled materials/regrind: These refer to recycled plastics produced from waste plastics through sorting, crushing, cleaning, drying, and other processes, also known as “recycled pellets.”
Advantages and disadvantages of plastic regrind and virgin materials:
- Environmental friendliness: Recycled materials involve the reuse of waste, significantly reducing the amount of waste and providing good environmental benefits. Virgin materials, on the other hand, require the consumption of more non-renewable resources, posing a greater burden on the environment.
- Production cost: Recycled materials have lower production costs, effectively reducing the production costs of plastic products. In contrast, virgin materials have higher production costs, which can increase the production costs of plastic products.
- Product quality: Recycled materials may have lower mechanical strength, heat resistance, and moldability compared to virgin materials, which could potentially affect the quality and performance of plastic products.
2.2 How to recyclable bubble mailers?
The recycling process for waste plastics typically involves several steps: sorting – crushing – washing – drying (some are air-dried) – granulating – air-drying – and optional drying if necessary. During the granulation process of recycled plastics, heating is required, which can be done through coal heating or electromagnetic heating. Coal heating was previously predominant but is gradually being phased out due to environmental concerns and workplace conditions. Electromagnetic heating, although environmentally friendly, costs about 1.6 times more than coal heating. According to incomplete statistics, recycled polyethylene accounts for 30-40% of recycled plastics.
The main sources of low-density high-pressure (LDPE) waste plastics are film materials, with some coming from pipe materials. The imported waste mainly includes: 1. Edge trimmings and defective products from film production. These waste materials are clean, clearly categorized, and can be directly granulated after crushing. 2. Waste films from chemical, electrical, food, and consumer industries. These films are colored and printed with trademarks, some containing impurities like sand, wood chips, or shredded paper, so they need to be cut and sorted before being processed by manufacturers. Domestic sources also include waste greenhouse films, agricultural films, beer packs, etc.
- HDPE has wide-ranging sources and applications. Its main sources include:
- HDPE film materials;
Hard materials such as hollow materials (like milk bottles, barrels, oil bottles, etc.), drawn materials (fishing nets), injection materials (turnover boxes, pallets, safety helmets, bottle caps), and pipe materials.
Applications of recycled PE
Recycled high-pressure (LDPE/LLDPE) applications: Can be processed using injection molding, extrusion molding, blow molding, etc. Mainly used for agricultural films, industrial packaging films, pharmaceutical and food packaging films, mechanical parts, daily necessities, construction materials, wires, cable insulation, coatings, and paper production.
Recycled HDPE applications: Processed using injection molding, blow molding, extrusion molding, rotational molding, etc. Used to produce thin film products, daily necessities, various sizes of hollow containers for industrial use, pipes, packaging straps and ties, ropes, nets, fibers for weaving, wires, cables, etc.

2.3 The use of recycled materials in bubble mailers
In the production of bubble mailers, the inner layer is the bubble film, which can incorporate 20-30% recycled materials. Exceeding this ratio can lead to bubbles bursting and air leakage. The outer film of the bubble mailer typically uses new materials due to the difference in physical properties, including appearance.
Chapter 3: Performance of bubble mailers
3.1 Physical performance
3.1.1 Physical description of bubble film:
The product is primarily white in color, with a width of up to 1800/70.87mm and unlimited length. Bubble sizes include Ф5×3mm (0.2×0.12inch), Ф10×4mm (0.4×0.16inch), Ф28×10mm (1.1×0.4inch), and others. During production, special processing of raw materials can produce anti-static bubble film, indicated by a pink color, with surface resistance typically between 109-1011Ω (standard environmental testing).
Product features:
- Excellent shock absorption
- Lightweight, good transparency, and elasticity
- Soundproofing, anti-vibration, abrasion resistance, and impact resistance
- Non-toxic, odorless, moisture-proof, and corrosion-resistant
Technical specifications:
- Maximum width: 1280mm/50.4inch (can be slit or bagged according to user requirements)
- Bubble diameter: Φ6mm/0.24inch (small bubbles), Φ10mm/0.4inch (medium bubbles), Φ28mm/1.1inch (large bubbles, heavy-duty bubbles)
- Bubble height: 3mm, 5mm, 10mm
3.2 Chemical performance
Chapter 4: Prices of bubble mailers
4.1 Factors affecting prices
The following factors will impact your final purchasing price:
Quantity impact: The quantity ordered directly affects pricing. Larger quantities spread out initial setup costs, resulting in lower unit costs. For instance, orders exceeding 10,000 units often benefit from reduced per-unit costs due to lower setup fees per item.
Production efficiency: Optimizing designs for processing on complete production lines can lower costs. When designs align with efficient production setups, from raw material processing to finished goods, overall production costs are minimized.
Material choices: The type of courier bag also affects pricing. Bags designed solely for cushioning with bubble film, without additional surface films, are the most cost-effective option. Alternatively, bags incorporating both surface films and bubble layers rank slightly higher in cost due to the additional material.
Recycled materials: Incorporating recycled materials can impact pricing. While maintaining quality and safety standards, using recycled materials can lead to cost savings. Strict controls ensure that products meet performance and safety standards despite using recycled content.

Chapter 5: Customization of bubble mailers
5.1 Different types of bubble mailers
Bubble mailers can be categorized based on the type of film used. These categories include kraft paper bubble mailers, pearlized film bubble mailers, metallic bubble mailers, and transparent bubble mailers, with options for two layers or three layers in the case of transparent bags. Each type offers unique properties and suitability for various packaging needs.
5.2 What design files should be provided
Color mode: Use the CMYK color mode, which is the standard for the printing industry, considering differences in color display between electronic screens and printed materials.
Resolution: For print materials around A4 size, set the resolution to 300ppi. For larger prints like exhibition posters, aim for a resolution between 72-150ppi in new files, and for exported JPG images, a resolution of 72-200ppi. While vector files offer better quality, ensure they are converted to curves (outlined) format.
Margins and bleed: Add a 3mm bleed to print materials to avoid white edges or content being cut off. Keep important content like text, QR codes, etc., at least 5mm away from the cutting edge.
Color value issues: Ensure the total sum of CMYK color values does not exceed 230 to avoid excessive ink; use single black (C0 M0 Y0 K100) for black text to prevent mixed color edges.
File formats: Avoid low-quality formats like JPEG and use Adobe formats such as PDF or EPS for better print quality.
Text handling: Convert text to curves or outlines to prevent distortion or loss during printing; avoid using system fonts to prevent compatibility issues.
Color and block coordination: Pay attention to color coordination between blocks to avoid dark or full-color combinations that may cause back printing after cutting. Ensure pattern or background colors are not less than 10% for printing quality.
Specific requirements: For printing QR codes, ensure they are at least ≥3*3cm in size and have a resolution of ≥300 pixels for scanning reliability.
5.3 Various techniques

5.3.1 Film blowing technique
Plastic film blowing is a process where plastic particles are heated and melted to form a thin film, achieved using a blow molding machine. There are many types of blow molding machines designed for different applications. These include regular single-layer blow molding machines, multi-layer co-extrusion blow molding machines, high-neck blow molding machines, dual-bubble blow molding machines, large-width blow molding machines, bottom blow water-cooled blow molding machines, and more. During blow molding, common issues such as wrinkles, poor film transparency, multiple fisheyes, uneven thickness, unstable bubble oscillation, sharkskin effect, etc., may arise. Therefore, attention to certain aspects is necessary in blow molding processes.
Preparation before Polyethylene Blow Molding involves pre-treatment, such as filtering impurities if the resin is not clean or thoroughly drying if moisture is present. The general process for blow molding thin films includes material feeding, plasticizing extrusion, blow inflation traction, air ring cooling, I-shaped clamps, traction roller pulling, and winding. It’s crucial to control process parameters and standardize operations to ensure smooth production and high-quality film products. In the process of linear low-density polyethylene blow molding, control of several process parameters is essential.
Temperature:
For blow molding linear low-density polyethylene films, the extrusion temperature should be controlled between 160 to 190 degrees Celsius, ensuring uniform machine head temperature. Excessive extrusion temperature can lead to resin decomposition, resulting in decreased film performance and unstable bubbles. Conversely, too low a temperature may cause poor resin plasticization, reduced melt flowability, leading to melt rupture or even unmelted fisheyes, and decreased optical and mechanical properties.
Blow-up ratio:
The blow-up ratio is a crucial control point in blow molding thin films, indicating the ratio between the bubble diameter after inflation and the die diameter, reflecting the lateral expansion of the film, essentially stretching it laterally. Stretching causes a certain degree of molecular orientation in the plastic, increasing the film’s lateral strength. However, an excessively high blow-up ratio can cause unstable bubbles and wrinkles. Therefore, the blow-up ratio should be accompanied by an appropriate draw ratio. Additionally, different applications require different blow-up ratios; for example, heavy-duty packaging bags have a relatively small blow-up ratio around 2.0, while shrink films have a larger blow-up ratio ranging from 2.8 to 3.5.
Draw ratio:
The draw ratio refers to the ratio of film traction speed to the speed at which the film exits the die head, reflecting the longitudinal stretching multiple, imparting directional orientation to the film in the traction direction. Increasing the draw ratio enhances longitudinal strength, resulting in thinner film thickness with constant extrusion volume. However, an excessively high draw ratio can make it challenging to control film thickness and may even lead to film breakage.
Cooling line:
Also known as the frost line, the cooling line marks the transition of plastic from a viscous state to a highly elastic state. For instance, in the blow molding process, linear low-density polyethylene films are in a molten state when extruded from the die, lacking a crystalline region, hence good transparency. As the film exits the die, it undergoes cooling with air blown at a certain angle and speed through a cooling ring. The high-temperature bubble comes in contact with the cooling air, dissipating its heat, significantly lowering its temperature, and causing cooling-induced crystallization leading to decreased transparency. Therefore, a visible line between transparent and hazy areas on the blown film, known as the cooling line, is observed.

5.3.2 Bubble film process
The main material for bubble film is low-density polyethylene, which is supplemented with additives like whitening agents and opening agents during production. The process of making bubble film is relatively simple. The raw material is heated to around 230 degrees Celsius, melting it into a paste-like resin. This molten resin is then fed into a thin film forming blow molding machine. The film passes through a vacuum forming roller (as shown in the diagram), where countless bubbles are formed, resulting in the production of bubble film.
As a cushioning packaging material, bubble film comes in both single-layer and double-layer forms. Single-layer bubble film consists of one layer of film and one layer of bubbles, suitable for various general packaging purposes. On the other hand, double-layer bubble film, compared to single-layer bubble film, has an additional layer of film. The bubbles are sandwiched between the two layers, making both sides smooth. This type of product is more suitable for specific packaging needs.
Composite
A certain amount of adhesive (typically hot melt glue) is applied to the produced bubble film, and another layer of film is covered on top. The two layers of film are firmly bonded together through methods such as heat pressing or bonding.
Bag making
The composite film is shaped into bags according to the required size and sealed. Sealing can be done through heat sealing and cold sealing methods. Heat sealing fuses the polyethylene film together by heating. Cold sealing involves using pressure to bond the opening edge of the bag.
Bag Cutting
The film is cut into individual bags at specified positions along the sealed edges.
Applying sealant and release paper
Hot melt adhesive is applied to the folded edge at the opening of the bag, and release paper is applied. The release paper can be made of paper, plastic, or aluminum foil.
5.4 Design tips
When selecting bubble mailers, it’s crucial to match the type with the intended use—for instance, white kraft paper bubble mailers are ideal for showcasing printed patterns, while antistatic bags are tailored for safeguarding electronic components like lasers.
Cost considerations play a significant role, with naked bubble mailers offering the most economical pricing and single-layer bubble mailers presenting a balance of affordability and functionality.
Additionally, careful attention must be paid to the sizing differences between outer and inner dimensions to prevent fitting issues and ensure that items can be comfortably accommodated within the bags.

Chapter 6: How are bubble mailers made
6.1 Semi-finished bag production process
Semi-finished bag production involves materials that are not purely PE, such as film requiring printing. The process includes pre-press, printing, lamination, bag making, bag cutting, quality inspection, and packaging for shipment. Quality checks occur after printing, and the entire process from lamination to bag making is part of the production line, with packaging robots also integrating into the workflow.
6.2 Fully automated production lines
Fully automated production lines are typically for manufacturing poly bubble mailers. The process includes filling, film blowing/foaming, lamination, bag making, and bag cutting, covering the entire production from PE pellets to finished bags. However, customization of printing content and face mask materials is not possible with this setup.
6.3 Material considerations for bubble mailers
For different materials like paper, aluminum foil, or pearl film used in bubble mailers, the entire process involves roll-to-roll operations. Therefore, selecting wide-width film/paper is cost-effective for saving costs.
6.4 Turnaround

Film production capacities vary based on machine specifications. A film blowing machine’s output is directly related to its width and screw size, with wider machines yielding higher outputs. For instance, a 1-meter machine typically produces around 80 kg per hour per unit, while a 1.5-meter machine can achieve approximately 120 kg per hour per unit.
Innovative advancements have led to highly efficient production lines, such as the fully PE bubble mailer production line introduced in 2021, boasting an impressive capacity of 5000 bags per hour. This demonstrates the industry’s commitment to enhancing productivity and meeting increasing demand.
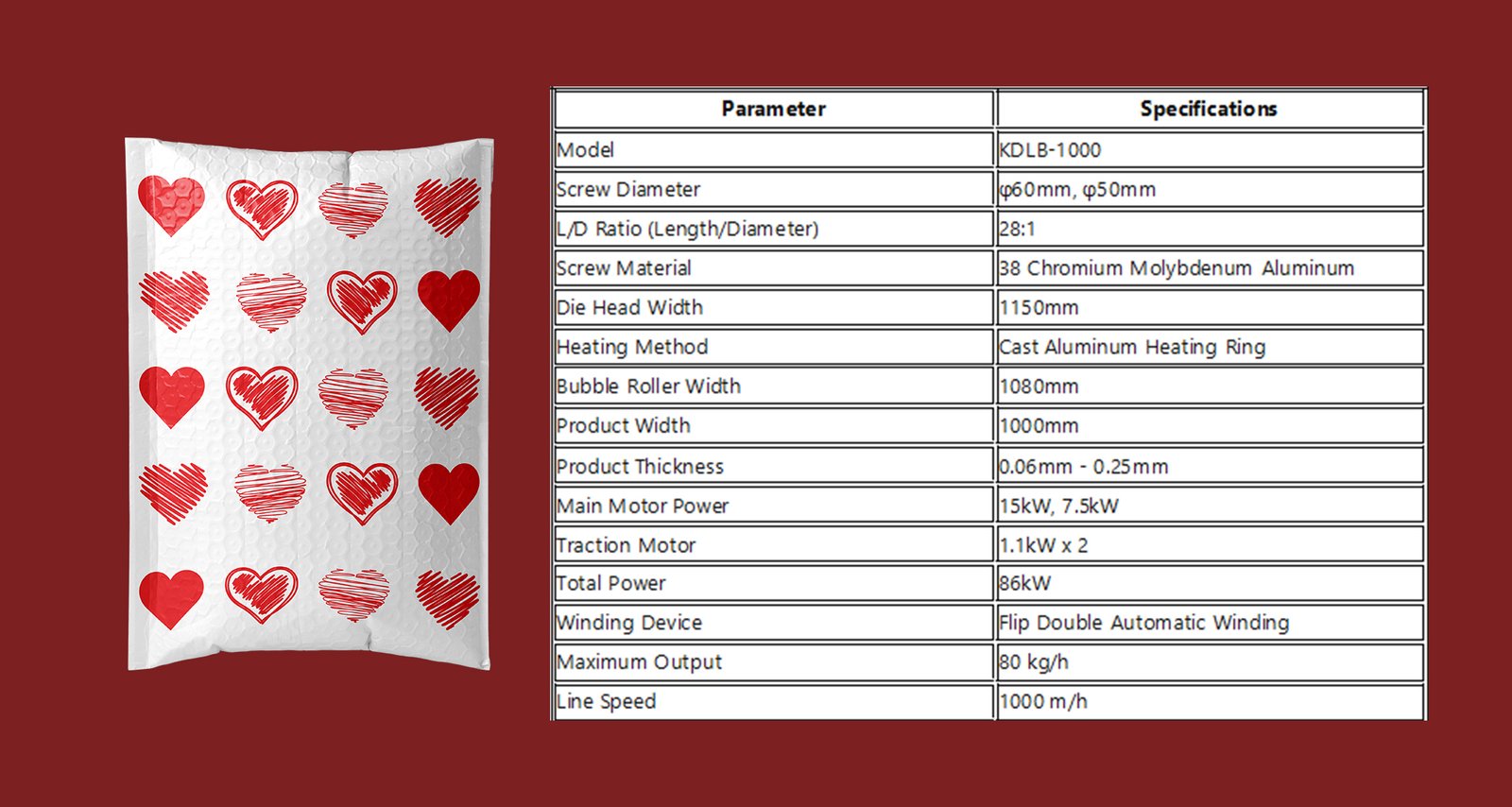
One notable example of advanced machinery is the KDLB-1000 fully automatic bubble film production line. Utilizing a one-time molding process, this machine delivers exceptional production efficiency and superior product quality. Its scientific design ensures reliable operation and easy maintenance, making it a preferred choice for manufacturers.
Polyethylene bubble film, combined with polyethylene air cushion film, offers outstanding characteristics like shock absorption, impact resistance, heat sealing capabilities, and transparency. Widely used in diverse packaging applications ranging from household postal parcels to precision instruments and polyurethane furniture, this material showcases versatility and reliability.
Moreover, the KDLB-1000 production line allows for flexibility in production. It can produce two-layer bubble film using one main machine and up to three-layer composite film with two main machines. Additional material racks can be incorporated for laminating pearl cotton or aluminum foil layers, providing customized packaging solutions tailored to specific requirements. Whether using new materials or recycled ones, including color masterbatch enables the production of vibrant and colorful bubble films, catering to diverse market preferences and needs.
Chapter 7: Quality Inspection
7.1 Importance of quality inspection
Bubble mailers are used to package digital electronics, precision instruments, crafts, and other valuable items. If the quality of the bubble mailer is compromised and leads to product damage, it can result in significant losses for both customers and consumers.
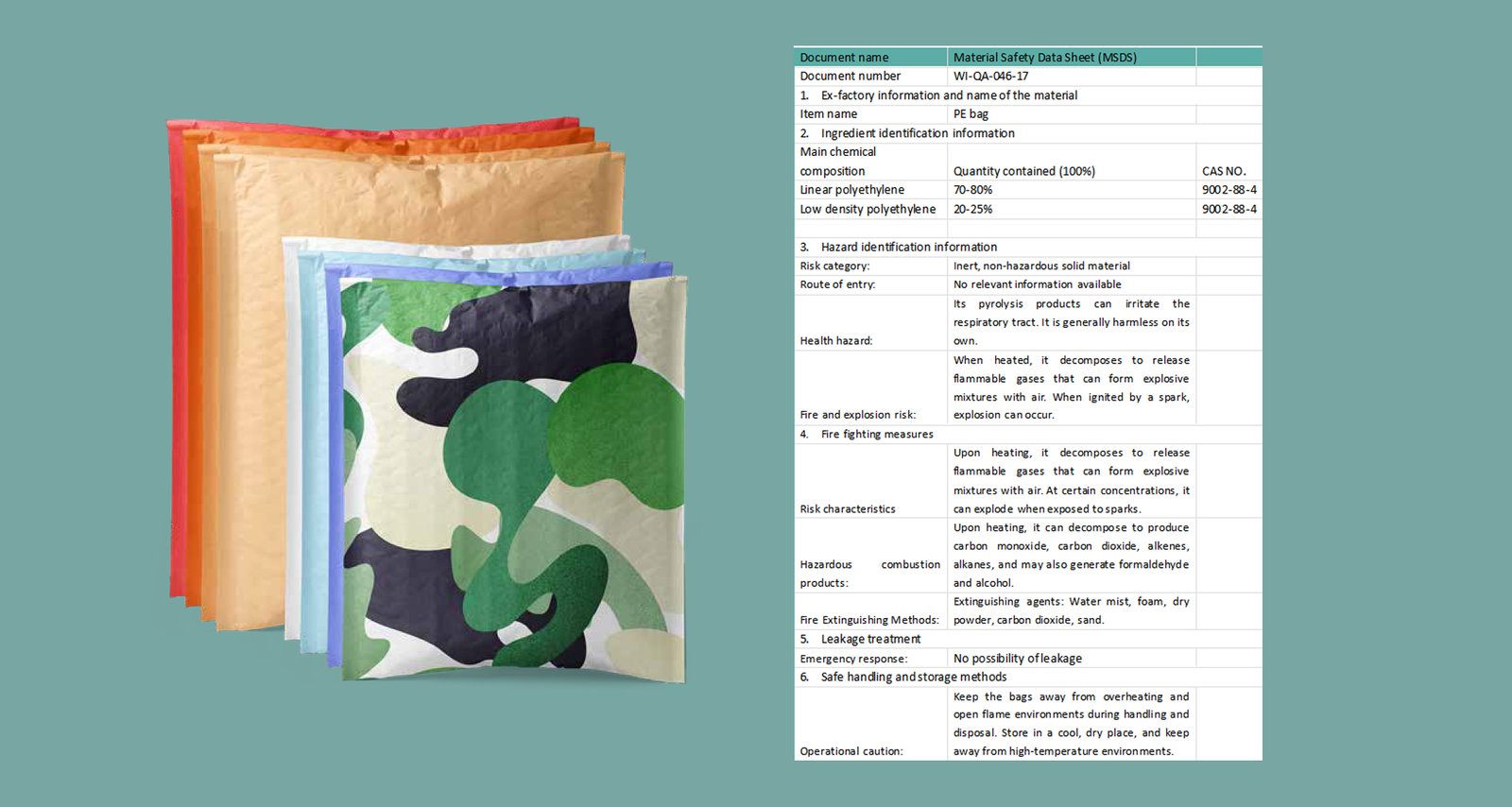
Bubble mailers are chemical products, and the risk of high-temperature decomposition poses significant health concerns for consumers. Therefore, passing physical and chemical performance tests is essential to ensure consumer confidence.
The use of recycled materials in bubble mailers requires stringent quality requirements to prevent issues such as exceeding heavy metal limits.
7.2 Quality inspection standards

7.4 Who does quality inspection for you
Quality checks are carried out by various entities within our organization:
- Workshop supervisors, quality inspectors, inspectors on rounds, and production managers are responsible for quality checks during production.
- Incoming quality inspections are conducted for semi-finished and finished products in the semi-finished product warehouse and finished product warehouse.
- Sampling inspections are conducted by the business and order tracking team before shipment.
- External quality assurance agencies such as CCIC, Huace Testing, SGS, Intertek, Bureau Veritas, CTCTuVRheinland Group, DEKRA, TUV Nord, GRGTEST of Radio and Television Measurement, and others are also involved in quality checks.
7.5 Common issues and solutions
Bubble mailers may encounter common issues during production and use. If not addressed promptly, these issues can affect the quality and performance of the bubble mailers. Here are some common problems and their corresponding solutions:
Uneven bubbles: Inconsistent bubble sizes in bubble mailers can lead to imbalanced stress on packaged items, increasing the risk of damage during transportation. The solution is to adjust the parameters of the bubble mailer production equipment to ensure uniform bubble sizes and distribution. Additionally, enhance quality control during production, regularly inspect equipment operation, and promptly address any issues.
Film too thin or too thick: The thickness of the bubble mailer film directly affects its compression resistance, cushioning properties, and other performance factors. A film that is too thin may lack strength, while an excessively thick film can affect flexibility and barrier properties. To address this issue, choose suitable film materials and strictly control film thickness during production to meet product requirements.
Uneven tension: Uneven tension in bubble mailers can cause wrinkles and wave-like shapes on the surface, affecting aesthetics and barrier properties. The solution is to adjust the tension control system of the bubble mailer production equipment to ensure even tension distribution. Additionally, regular maintenance and upkeep of equipment to maintain optimal operation can help reduce uneven tension issues.
Air leakage: Bubble mailers may experience air leakage during transportation or storage, leading to reduced cushioning performance. To address air leakage, inspect the sealing of bubble mailers to ensure there are no damages or gaps at the sealing points. For bubble mailers that have already leaked air, promptly replace or repair the leakage areas to ensure normal use.
Offline or adjacent bubbles merging: During production, bubble mailers may experience offline or adjacent bubbles merging, impacting cushioning performance and aesthetics. The solution is to optimize production processes to ensure bubble mailers form independent and uniform bubbles during production. Additionally, strengthen quality checks during production to promptly identify and address these issues.
In addition to the above common problems, it’s important to avoid prolonged stress and contact with sharp objects during the use of bubble mailers to extend their lifespan and maintain their cushioning performance. In summary, addressing common issues with bubble mailers requires targeted solutions and enhanced quality control during production and use to ensure their stable quality and performance.

7.6 Correct use of bubble mailers
To ensure the effective use of bubble mailers, follow these guidelines:
Choose the right size of bubble mailer: Bubble mailers come in various sizes and thicknesses. Select the appropriate size based on your actual needs to fully encase items and provide effective protection.
Insert items into the bubble mailer: Place the items to be packaged inside the bubble mailer, ensuring they are positioned flat and do not protrude through the surface of the bubble mailer, as this can impact shock absorption.
Seal the bubble mailer: Fold the opening of the bubble mailer above the items and use tape if necessary to secure it.
In addition, consider these extra precautions during use:
- Adjust the length of the bubble mailer as needed, but avoid cutting it, as this can lead to bursting.
- When packaging items, orient the inflation valve upward and compress the air inside the bubble mailer as much as possible to enhance cushioning.
- Avoid direct contact between bubble mailers and sharp objects, as they can puncture the bubble mailer and compromise its cushioning effectiveness.
By following these steps and precautions, you can ensure the proper use of bubble mailers and maximize their protective capabilities.
Chapter 8: Development Trends

With the growth in market demand and technological advancements, bubble mailers have evolved from simple bubble films to more complex and diversified packaging forms. Their applications have expanded from basic packaging to providing logistics and transportation protection for a variety of items such as electronics, plastic products, metal products, ceramic products, glass products, and more.
In the future, the development direction of bubble mailers will focus more on environmental protection, innovation, customization, and technological advancements. These trends will drive continuous growth in the bubble mailer market, bringing more opportunities and challenges to related industries.
Chapter 9: Conclusion
Bubble mailers are simple to use, cost-effective, waterproof, moisture-resistant, and offer good cushioning properties. They provide excellent protection for delicate and fragile items. However, they have poor biodegradability and compostability. On the positive side, they are highly recyclable. Compared to honeycomb paper mailers, they may not be as environmentally friendly, but they excel in other aspects. Despite their pros and cons, they have become the main packaging solution for small items on e-commerce platforms. It is believed that there will be further breakthroughs in innovation, materials, and environmental friendliness in the future.






